






小型薄壁轴承套类零件数控车加工工艺分析
Release date:2025/02/06 首页 Browse times:2
小型薄壁轴承套类零件选择强度高的硬铝材料,完成加工后需要利用放大镜大10倍进行检查,确保零件表面不出现划痕。小型薄壁零件整体尺寸较小,利用夹子难以操作,且夹紧操作时又容易出现形变。综合分析可以发现,小型薄壁轴承套类零件加工的难点体现在以下方面:
(1)零件装夹操作时容易变形,难以控制零件壁的厚度。结合小型薄壁零件设计图纸与技术要求,加工设计时要重点关注尺寸的精准度、定位的精确性、加工工艺的选择等,结合具体方式选择合适工艺。
(2)小型薄壁零件加工精确度会受到切削热的影响,车削加工时会产生热量,使得金属材料发生变形。
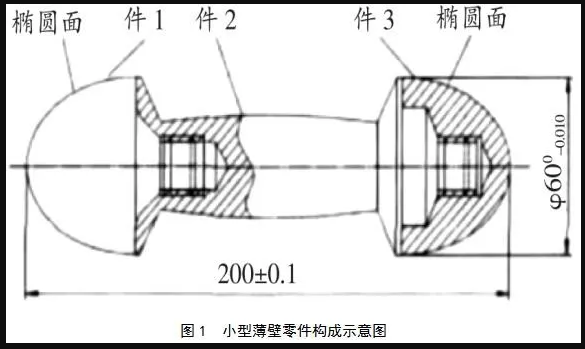
数控车床本身主要用于加工回转类零件,常见的包括轴类或盘类复杂零件,呈现出内外圆锥面或内外圆柱面回转等。如图1所示,由3个零部件构成典型配件。整体结构并不复杂,但需要在短时间内保质保量地完成,要求技术人员全面掌握数控车床的性能与操作技巧,制定合适的加工方案。
2.1全面分析零件图样
(1)图形分析要点。加工轴类零件可以分成两个重要内容,即保证尺寸精确度与表面粗糙度。如图1所示零件分成三部分,零件图形看似简单,但内部包括几个部分:外端面、锥面、椭圆等,要求技术人员有娴熟的操作技巧,才能顺利完成零部件加工。

2.2.1加工零部件1
对3个组成部件进行分析,可以发现零部件1和零部件3存在共同问题。完成零件1左半边或右半边加工时,余下的另一部分就无法装夹。实际操作时完成左侧椭圆面加工后,已经没有装夹右半部分的位置。实际加工时要利用辅助夹具完成零部件1和零部件3的加工。需要提前加工零部件1的右半侧与零部件3的内轮廓。将零部件3的内螺纹作为装夹的辅助夹具,实现3个零部件的装配。
2.2.2加工零部件3
上面已经介绍过零部件3的加工,完成工件内轮廓的加工,并将其作为零部件1的夹具。完成内螺纹加工后,直接利用螺纹配合的方式完成零部件3椭圆部的加工。
2.2.3零部件2的加工
零部件2是3个零件中加工难度最大的一部分,为了提高加工精准度,需要选择“一夹一顶”的装夹方式完成零部件2的加工。
3.1选择合适的刀具
依据加工要求选择合适的加工刀具,以零部件2为例分析加工大圆弧面的措施。通过分析已经标注出的数据可以准确判断加工时要使用的钻头,即φ2.5㎜B型中心钻与φ17.5㎜B型麻花钻。为了避免加工时刀具直接接触到工件,选择外圆尖刀时要综合考虑选择72.5°的刀具。
3.2选择合适的量具
量具选择过程较为简单,只要满足最大测量需求并且满足零件加工精确度要求即可。
3.3工件具体加工
(1)切断毛坯。毛坯切断的方法主要有两种,即排切法与直切法。要根据工件加工的具体情况选择合适的切断毛坯的方法
(2)加工椭圆。加工椭圆时要用到宏程序,不同型号的数控车床使用的G指令方法不同。
3.4零部件加工顺序
组合型器件顺利加工的关键就在于加工顺序的先后性,明确加工顺序可以降低原材料的使用数量,节省后期刀具装夹耗费的时间,提高加工效率,提升加工效益。因此,任何一个零部件在具体加工前都要先确定先后顺序,只有保证加工顺序的合理性,才能将加工成本降到最低,提升加工企业的经济效益。
本文通过分析数控车加工小型薄壁轴承套类零件的工艺,探讨了影响加工精准度的因素,并联系具体零件加工工艺,提出了提升零件加工质量的措施,可以为类似研究提供借鉴,提高我国小型薄壁轴承套类零件加工工艺的水平。
Last article: 跨国零部件全部下滑
Next article: 兴澄特钢电力用超大规格连铸圆坯的开发与应用
